




 分享
分享



上述流程可生產含碳0.93-0.97%、直徑為0.26毫米、強度3921牛/平方毫米的超高強度鍍鋅鋼絲。拉拔中鋅層對鋼絲表面起到保護及潤滑作用,拉拔時未發生斷絲。
金屬材料長期存放或者使用容易銹蝕,為了延長金屬工件的使用壽命,常用的方法之一是對其表面進行鍍鋅處理。鋅層不僅可以防止金屬工件氧化,延長其使用壽命,而且還可使金屬表面美化,擴大其應用范圍。
工件鍍鋅之前先要脫脂、去雜,使得工件表面平整,無雜質,以保證工件鍍鋅后鍍層接著層牢固,光亮平整,經久耐用,因此工件鍍鋅的前處理步驟為鍍鋅的關鍵步驟之一,決定著鍍鋅工件的質量好壞。目前,工件的脫脂、去雜方法主要是通過suan xi 、堿洗來實現的,這種方法雖然在一定程度上解決了該問題,但是suan xi 或者堿洗的操作要求苛刻,存在如下諸多問題:
①液體的溫度、沖洗的時間不易控制,液體的溫度偏低,則脫脂、去雜效果不好,影響鍍鋅工件的鍍層質量;沖洗時間短,則脫脂、去雜效果不明顯,時間長,則工件自身也會受到酸液或者堿液的腐蝕,導致鍍鋅件的次品率提高;
②suan xi 或者堿洗后還需要反復水洗去除工件表面的酸液或者堿液,這一過程不僅浪費了大量的水資源,洗液還需進行污水處理后才能達標排放,這一過程增加了生產成本,加重了環境污染,同時也使操作流程復雜;
③suan xi、堿洗或水洗等,需要設置各種設備池,占地面積大,不利于節約成本。
鐵絲網顧名思義,就是用鐵絲制成的網面,根據用戶的要求和使用范圍不同,可以是編織的,也可以是焊接的。其特點是:網孔均勻、網面平整、美觀大方;因其采用防腐處理,所以鐵絲網的壽命很長、實用性非常強
鍍鋅鐵絲介紹
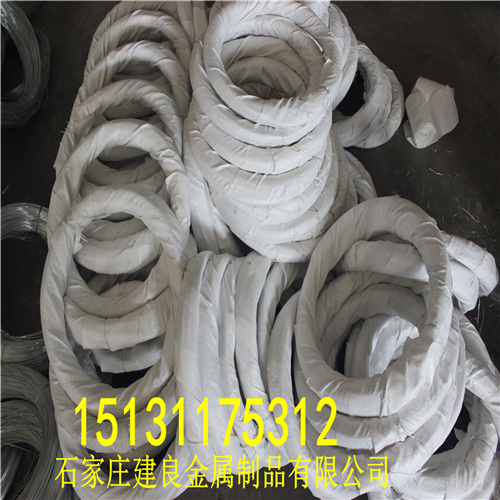
常見鍍鋅絲又分為熱鍍鋅絲和冷鍍鋅絲(電鍍鋅絲)區別為:熱鍍鋅是在加熱融化的鋅液內浸鍍,生產速度快,鍍層厚但不均勻,市場允許的zui di 厚度5微米,zui gao可200微米以上。顏色較暗,消耗鋅金屬多,與基體金屬形成滲入層,耐蝕性好,室外環境下熱鍍鋅可以保持幾十年/br> 冷鍍鋅(電鍍鋅)是在電鍍槽內經過電流單向性使鋅逐步鍍上金屬表面,出產速度慢,鍍層均勻,厚度較薄,通常只要3-15微米,外觀亮光,耐腐蝕性差,通常幾個月就會銹蝕,相對熱鍍鋅,電鍍鋅出產成本較低。從色彩辨認它們,冷鍍鋅色彩發亮發銀白色帶有黃色。熱鍍鋅發亮發白色鋅層均勻性是鍍鋅層的一個重要質量指標,一般使用中腐蝕總是在鋅層zui 薄處開始并向四周擴展導致銹蝕、斷絲以致影響使用壽命。對于鍍層重量和結合,各標準都有明確規定而對均勻性卻有所不一,20世紀70年代,ISO標準和shi jie 各國標準一般都規定用liu suan 銅試驗來檢驗。
焊接鐵絲網常用于隔離,an quan 防護等建筑工程和an quan 設施,產品安裝簡單,沒有技術含量,用螺栓把網片和立柱連接好,打上膨脹螺栓或者是做預埋處理。編織鐵絲網安裝:立柱上有耳朵或者鐵鉤,把鐵絲網固定在立柱即可。
黑鐵絲的包裝和鍍鋅鐵絲的包裝是一樣的,都是分為塑外麻以及里塑外編,現在用一層塑料把鐵絲包裝一圈,然后再用麻包或者編織袋進行纏繞,用途:主要用鐵拔絲,熱鍍鋅絲:18#~24#盤線及立式撒線,24#-~34#盤線及各種規格型號的軸線(軸線型號為:DIN250型、DIN200型、DIN160型、BB20型、HY100型、MP100型等)及各種型號的退火黑軟絲、采用無氧退火及機械自動化涂油設備生產無氧退火光亮軟絲的盤線及軸線。

相關評論 共0條